

Жоғары жылтыр пышақты қалай дұрыс таңдауға және пайдалануға болады?
Жоғары жылтыратқыш кесуҚұралдар дәстүрлі кесу құралдары емес. Олар әдетте дәл өңделген қатты легирленген роликтен (немесе бірнеше шардан) тұрады. Жұмыс кезінде олар жоғары жылдамдықпен айналады. Тиісті қысымды қолдана отырып, олар микроскопиялық тегіс емес, микроскопиялық тегіс емес, сонымен қатар өте тегіс бетті қалыптастыратын металл бетін тегістейді және ықшамдайды. Бұл процесс көп мөлшерде материалдың мөлшерін кесіп тастамайды. Мұның орнына, ол бетіне физикалық деформация арқылы тығыз және біркелкі дәнді құрылым жасайды, осылайша, айна тәрізді әсерге, бұл қарапайым әрлеуден асып кету. Сонымен, биік жылтыр пышақты қалай дұрыс таңдауға және пайдалануға болады? Әрі қарай, Чжонгие редакторы осы мәселе бойынша барлық адамдарға егжей-тегжейлі кіріспе ұсынады.
Дұрыс биік жылтыр пышақты қалай таңдауға болады?
Таңдау кезіндеЖоғары жылтыратқыш кесу, Бірінші қадам - өңделетін нысанды нақты анықтау. Әр түрлі металл материалдардың кескіш қасиеттері өте өзгереді. Мыс, алюминий және олардың қорытпалары жоғары жылтыратылған эффектке, тот баспайтын болаттан, болаттан және сияқты қиындықтарға кезіккенде оңай. Сондықтан, нақты материалдар үшін оңтайландырылған жоғары жылтыр пышақты таңдау өте маңызды. Әдетте, мұндай кесу құралдары, мысалы, шағын теріс рейк бұрышы немесе арнайы жиектері бар, мысалы, кесу кезінде, өте жұқа кесу қабатын қалыптастыру және қалыптастыру үшін арнайы кеңес геометрияларын қабылдайды.
Екіншіден, кесу құралының материалы мен жабынын қарастырыңыз. Жоғары қаттылығы мен тозуға төзімді қатты қорытпалар - бұл жоғары жылтыратылған құралдар үшін жиі қолданылатын негізгі материал. Tialn және Altin сияқты жетілдірілген PVD жабындары, кесу құралдарының беріктігін арттырып қана қоймай, сонымен қатар белгілі бір дәрежеде беттік сапаны жақсартыңыз. Таңдау кезінде арнайы материалдар мен өңдеу шарттары үшін құрал өндірушісі ұсынған өнімдерге жүгінуі керек.
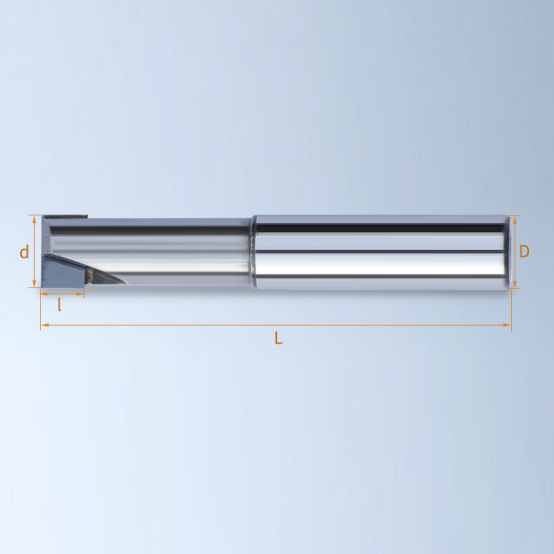
Соңында, кесу құралының мөлшері мен параметрлеріне назар аударыңыз. Жоғары жылтыратқыш әсері параметрлерді кесуге өте сезімтал. Сондықтан, нақты дизайн және қатаң толеранттылықпен жоғары жылтырлық құралы болып табылады. Құрал ұшының редукциясы және құралдың бұрышы сияқты геометриялық параметрлер, мысалы, құралдың бұрышы, барлығы өңдеу стратегияңызға сәйкес келуі керек.
Жоғары жылтыр тұшпара қалай дұрыс қолдануға болады?
Жоғары жылтыр пышақты пайдаланған кезде, кесу параметрлерінің параметрі - бұл өзек. Әдетте, шпиндель жылдамдығы және өте төмен жемшөп мөлшері қажет. Жоғары жылдамдықты бұру тұрақты кесу ағынын қалыптастыра алады, ал төмен жылдамдықты арна кесу қабатының жұқа, кесу күші мен құралдың тербелісін азайтады. Кесу тереңдігі (кесу тереңдігі) өте аз болуы керек, көбінесе бірнеше микрометр, сонымен қатар біртіндеп мақсатты тереңдікке жету үшін бірнеше өтуді қажет етуі мүмкін.
Кесу құралдарымен және жұмыс орындарын таза ұстау өте маңызды. Кез-келген ұсақ қоспалар немесе май дақтары айна әсерін зақымдауы мүмкін. Кесу сұйықтығын таңдау да өте ерекше. Жалпы, кескіш сұйықтықты керемет майлау қабілеті бар және майлы муқанды азайтып, жеткілікті және тұрақты қысымын қамтамасыз ету керек.
Станоктың қаттылығы тағы бір негізгі фактор болып табылады. Жоғары жылтыратқышты өңдеу станоктың дірілдігіне өте сезімтал. Кез-келген шамалы діріл беттегідей пайда болуы мүмкін. Сондықтан, өңдеуден бұрын, машина құралы ең жақсы жағдайда, дайындама мықтап бекітілгенін және құрал эксцентриктіліксіз дәл орнатылған.
Қорытындылай келе, оны таңдағандаЖоғары жылтыратқыш кесу, материалдық қасиеттерді ескеру қажет, және оны пайдалану кезінде параметрлер ұсақтаулары керек және қоршаған орта жағдайлары қатаң бақыланады. Тек осы принциптерді толығымен түсіну және ұстана отырып, жылтыр тұшпара, айна тәрізді эффект жасау, жалдамалы жылтыр және жұмыспенділерге құнарлы жылтырды қосып, өзіңді қызықтыра алады.
Қатысты жаңалықтар
- Бұл жақсырақ, графит фрезерлік кескіш немесе HSS фрезерлік кескіш?
- Акрилді фрезерлік кескіштерді өңдеу құнын төмендетудің қандай әдістері бар екенін білесіз бе?
- Тас оюлы фрезерлеуге не дақыл тасты өңдеудің болашағы бар?
- Дәнекерлеу фрезерлік кескіштің айналу жылдамдығы мен жылдамдығы қандай?
- T-слот кескішін қалай туралау керек?
- Алмаз фрезерлік кескіш дегеніміз не және ол өңдеу тиімділігін қалай арттырады?
Маған хабарлама қалдырыңыз












